Les indispensables de l’Impression 3D



Test d’impression 3D : trouvez l’angle de support idéal pour votre Imprimante 3d

L’un des défis les plus courants en impression 3D est la gestion des porte-à-faux. Ces parties de vos pièces qui sont construites « dans le vide » peuvent s’affaisser, rendant l’impression inutilisable. Pour éviter cela, on utilise des structures de soutien, mais les générer inutilement coûte du temps et du filament.
La solution ? Un simple test d’impression d’angle. En quelques minutes, il vous permet de déterminer la limite de votre imprimante et d’optimiser le paramètre crucial de l’angle de support pour des impressions plus propres et plus efficaces.
Qu’est-ce que l’angle de support ?
L’angle de support, souvent appelé « overhang angle », est le paramètre qui indique à votre logiciel de tranchage (slicer) à partir de quel angle d’inclinaison il doit générer des supports. En d’autres termes, c’est l’angle maximal qu’une imprimante peut construire sans avoir besoin d’un support en dessous.
- Si l’angle du porte-à-faux est inférieur à l’angle de support défini (par exemple, 45° pour une inclinaison de 60°), l’imprimante ne générera pas de support.
- Si l’angle est supérieur (par exemple, 60° pour une inclinaison de 45°), le slicer va créer un support pour éviter que la matière ne s’affaisse.
Chaque imprimante, selon sa qualité de refroidissement et ses réglages, a une performance différente pour les porte-à-faux. Trouver la valeur optimale est donc essentiel pour économiser du filament et réduire le temps de post-traitement.
Comment réaliser le test et l’interpréter ?
Le test est simple et ne nécessite qu’un petit fichier 3D (téléchargeable ici). Le modèle de test est généralement composé de plusieurs parois inclinées à des angles différents (par exemple de 45° à 85°).
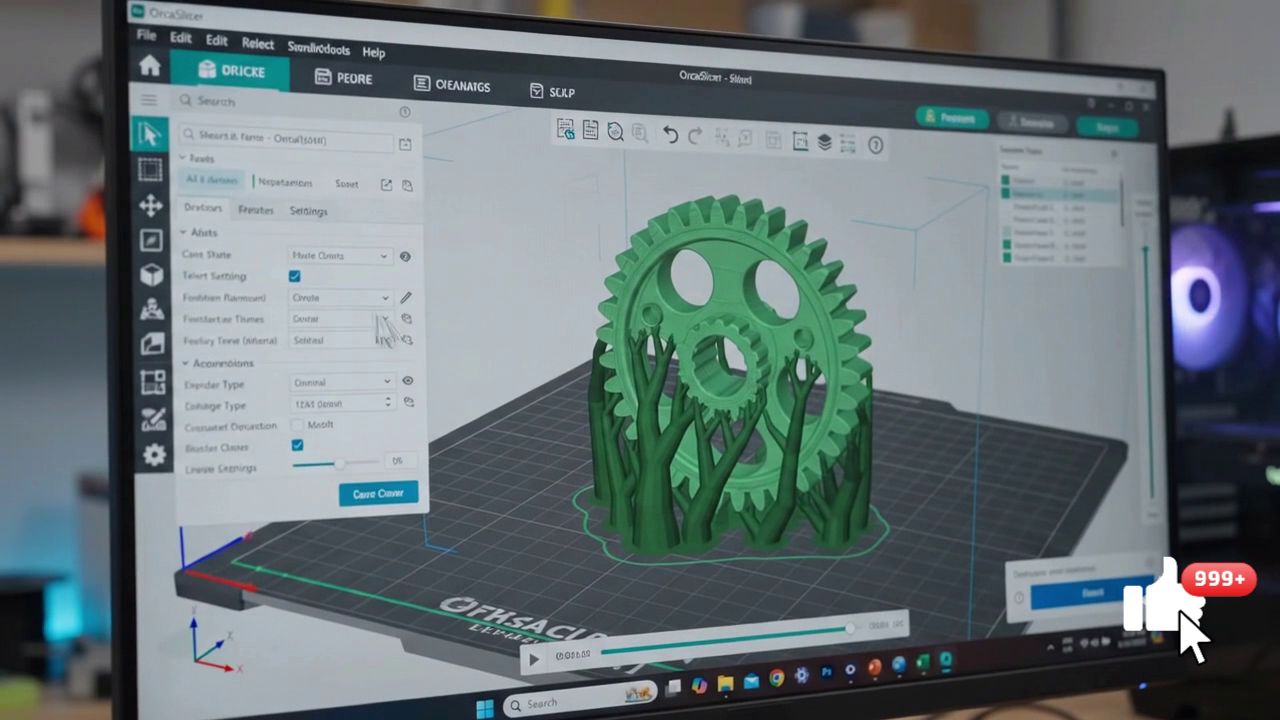
Étape 1 : Préparez l’impression
Chargez le fichier de test dans votre logiciel de tranchage. Pour ce test, il est crucial de désactiver les supports ou de régler l’angle de support à une valeur très élevée (90°) pour vous assurer qu’aucun support n’est généré. Utilisez les paramètres d’impression que vous utilisez habituellement (par exemple, 0,2 mm de hauteur de couche avec du PLA).
Étape 2 : Lancez l’impression
Imprimez le modèle. L’impression ne devrait prendre que quelques minutes.
Étape 3 : Analysez le résultat
Une fois l’impression terminée, examinez chaque angle.
- L’ angle le plus faible 45° devraient être parfaits, avec des couches lisses et bien formées.
- En progressant vers les angles les plus raides, vous verrez la qualité se dégrader. Les couches commenceront à s’affaisser et l’aspect sera moins net.
La valeur à retenir est le dernier angle qui a été imprimé avec une qualité satisfaisante. Par exemple, si l’angle de 60° est parfait, mais que celui de 65° commence à s’affaisser, votre angle de support optimal est de 60°.








Controls
×- Rotate with the left mouse button.
- Zoom with the scroll button.
- Adjust camera position with the right mouse button.
- Double-click to enter the fullscreen mode.
- On mobile devices swipe to rotate.
- On mobile devices pinch two fingers together or apart to adjust zoom.
- On mobile devices 3 finger horizontal swipe performs panning.
- On mobile devices 3 finger horizontal swipe performs panning.
Étape 4 : Configurez votre slicer
Il ne vous reste plus qu’à régler cette valeur dans votre logiciel de tranchage. Par défaut, la plupart des logiciels utilisent une valeur de 45°, mais votre test vous a peut-être montré que votre imprimante peut atteindre 60° sans problème, vous permettant ainsi de gagner du temps et du filament sur toutes vos futures impressions.
Ce petit test est un investissement de quelques minutes qui vous permettra d’imprimer plus intelligemment, en n’utilisant les supports que lorsque c’est absolument nécessaire.
Pour rappel, l’impression 3D de toutes figurines, armures, accessoires, pièces détachées… propriétés d’une personne ou d’une entreprise est protégée par la propriété intellectuelle et les droits d’auteur.
L’usage strictement privé et non commercial est généralement toléré et souvent couvert par l’exception de copie privée. Pour chaque impression ou fichier 3d, il est impératif de se renseigner au préalable sur les droits d’usage. Le Monde du 3D ne pourra en aucun cas être tenu responsable des violations de propriété intellectuelle commises par ses lecteurs ou clients.
Usage Personnel Exclusif : L’impression d’une armure (pour le cosplay lors d’événements privés) ou d’une figurine, objet (pour la décoration personnelle) est considérée comme un usage exclusif si aucun profit monétaire direct n’est réalisé.
Usage Commercial (Interdit) : Il est totalement illégal de vendre des répliques de figurines, armures ou toutes pièces, objets… sous brevets ou licences sans l’autorisation écrite et explicite du détenteur des droits.
Les indispensables