Les indispensables de l’Impression 3D



Test brutal de surplomb et d’adhérence : un double diagnostic sans pitié

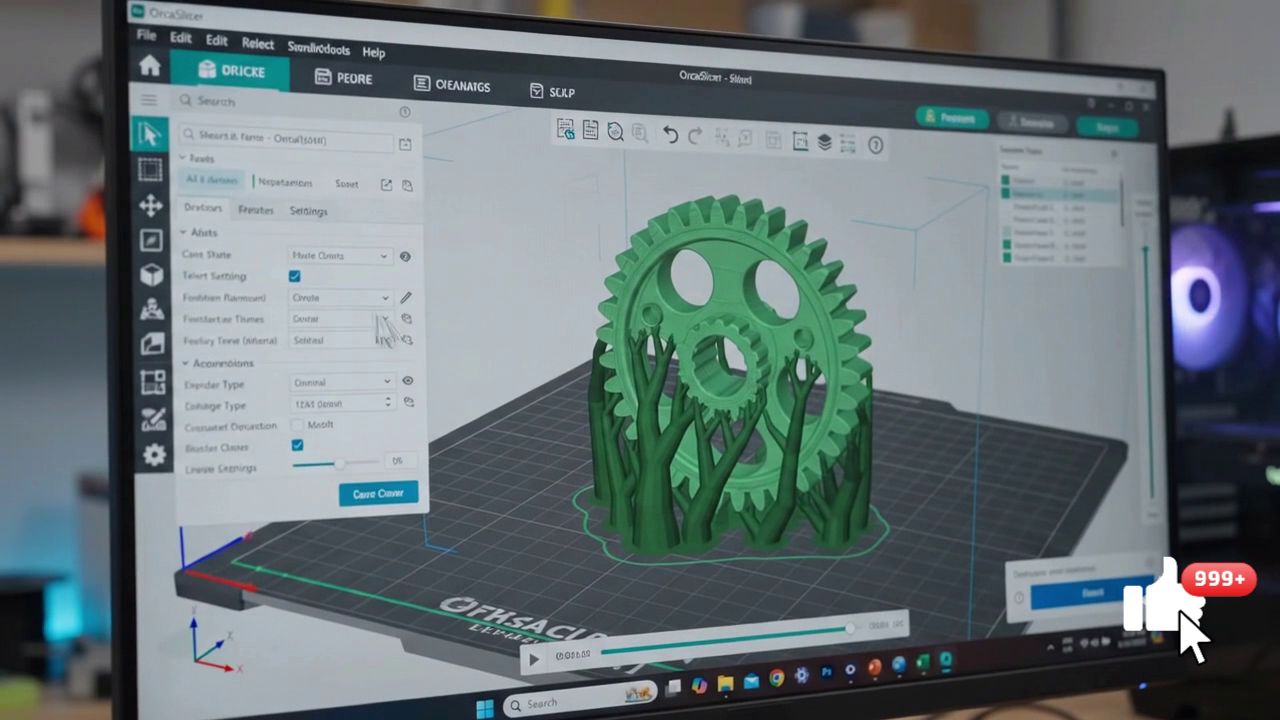
Pour tout passionné d’impression 3D, les surplombs et l’adhérence au plateau sont deux défis permanents. Un test brutal de surplomb et d’adhérence est un diagnostic en une seule impression, conçu pour pousser votre machine dans ses derniers retranchements et évaluer simultanément deux des performances les plus cruciales de votre imprimante.
Télécharger ce fichier test : @GoBrrr via Makerworld
Pourquoi réaliser ce double test ?
Un tel test est souvent une pièce compacte combinant des surplombs à des angles variés, des ponts, et une base avec de petites zones en contact avec le plateau. Le résultat est un indicateur précieux pour plusieurs raisons :
- Évaluation du refroidissement : Les surplombs poussent votre ventilation à son maximum. Si le filament n’est pas refroidi assez vite, il s’affaisse et perd sa précision.
- Test de l’adhérence au plateau : La pièce comporte souvent des coins fins ou des éléments isolés qui sont les premiers à se décoller si l’adhérence n’est pas parfaite. C’est le moyen idéal de valider les réglages de votre première couche.
- Optimisation des réglages globaux : Si vous changez de filament ou de paramètres, ce test vous donne un aperçu rapide et complet de la performance de votre machine, de l’adhérence initiale aux détails finaux.
Comment interpréter les résultats ?
Une fois le test imprimé, l’analyse est simple :
Pour les surplombs :
- Surplombs parfaits et lisses : Votre système de refroidissement est excellent et vos réglages de température sont optimaux.
- Filaments tombants ou « spaghetti » : Les couches s’affaissent et se désolidarisent ? C’est le signe d’un manque de refroidissement. Le filament n’a pas le temps de durcir avant que la couche suivante ne soit déposée.
- Surface rugueuse ou désordonnée : Si les couches sont mal alignées, cela peut être dû à une sur-extrusion ou un problème de mouvement des axes.
Pour l’adhérence :
- Coins décollés ou gauchissement : Si la base de la pièce se soulève, cela indique un problème d’adhérence. Le plateau n’est peut-être pas assez chaud, trop sale ou votre Z-offset (la hauteur de la première couche) est mal réglé.
- Pièce qui glisse pendant l’impression : La pièce s’est détachée et a été déplacée par la tête d’impression. C’est un signe clair que l’adhérence était insuffisante.
Comment améliorer les résultats de votre test ?
Pour les surplombs :
- Augmentez la ventilation : Activez la ventilation de votre pièce à 100 %.
- Baissez la température : Imprimez à la température la plus basse recommandée par le fabricant du filament, tout en évitant les sous-extrusions.
- Réduisez la vitesse : Une vitesse d’impression plus lente donne au filament plus de temps pour se refroidir.
Pour l’adhérence :
- Nettoyez le plateau : Nettoyez toujours votre plateau avec de l’alcool isopropylique avant chaque impression pour retirer les traces de doigts ou de graisse.
- Ajustez la température du plateau : Assurez-vous d’utiliser la température recommandée pour votre filament.
- Calibrez votre Z-offset : La première couche doit être légèrement écrasée sur le plateau sans être trop fine.
- Utilisez un adhésif : Une fine couche de colle en bâton ou de laque pour cheveux peut faire des miracles pour les matériaux difficiles.
En conclusion, ce test combiné est un outil indispensable. Il vous donne des informations claires et directes pour optimiser les deux aspects les plus délicats de l’impression 3D, vous garantissant ainsi le succès de vos projets les plus complexes.
Pour rappel, l’impression 3D de toutes figurines, armures, accessoires, pièces détachées… propriétés d’une personne ou d’une entreprise est protégée par la propriété intellectuelle et les droits d’auteur.
L’usage strictement privé et non commercial est généralement toléré et souvent couvert par l’exception de copie privée. Pour chaque impression ou fichier 3d, il est impératif de se renseigner au préalable sur les droits d’usage. Le Monde du 3D ne pourra en aucun cas être tenu responsable des violations de propriété intellectuelle commises par ses lecteurs ou clients.
Usage Personnel Exclusif : L’impression d’une armure (pour le cosplay lors d’événements privés) ou d’une figurine, objet (pour la décoration personnelle) est considérée comme un usage exclusif si aucun profit monétaire direct n’est réalisé.
Usage Commercial (Interdit) : Il est totalement illégal de vendre des répliques de figurines, armures ou toutes pièces, objets… sous brevets ou licences sans l’autorisation écrite et explicite du détenteur des droits.
Les indispensables