Les indispensables de l’Impression 3D




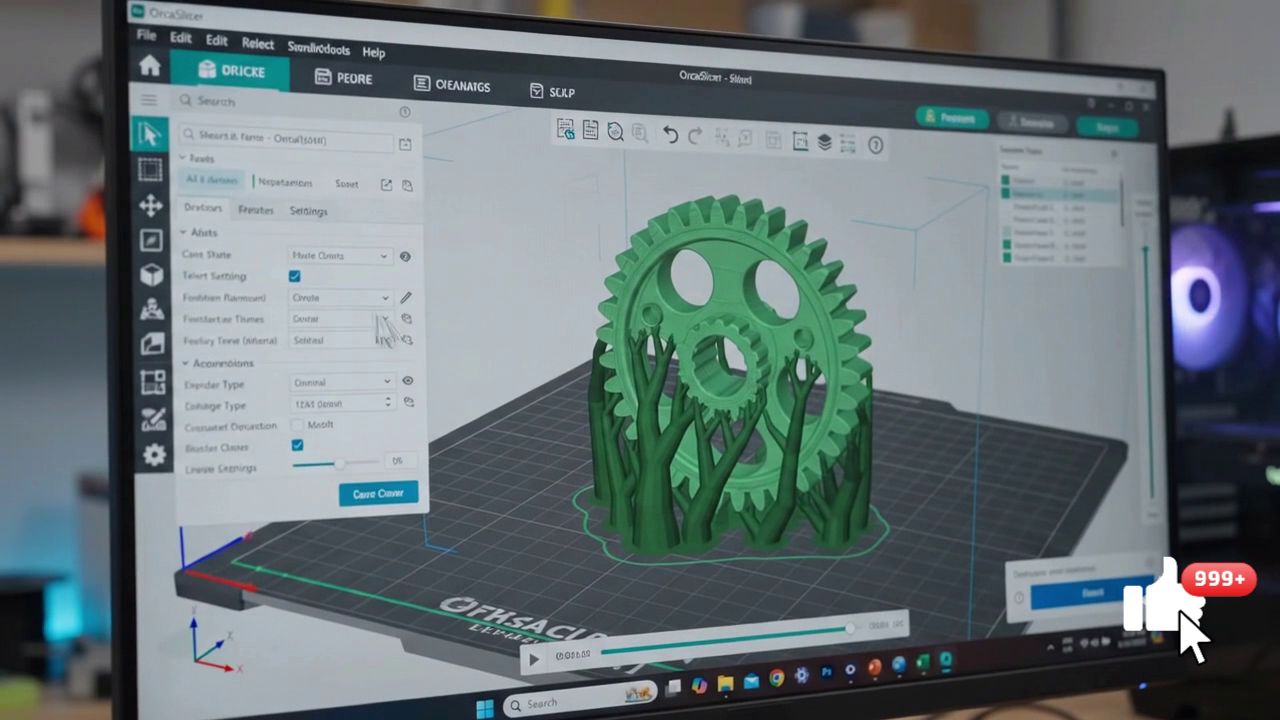
Vous pensez que votre imprimante 3D est parfaitement calibrée ? Le test de torture est là pour le prouver, ou pour révéler ses faiblesses cachées. Ce n’est pas une simple pièce, mais un diagnostic complet sous la forme d’une impression unique, conçue pour pousser votre machine dans ses retranchements et évaluer chaque aspect de ses performances. C’est l’outil indispensable pour tout maker qui souhaite maîtriser l’art de l’impression 3D.
Vous souhaitez tester votre imprimante, le fichier de torture est téléchargeable ici : tjhoven74 via MakerWorld
1. Les tests fondamentaux
Ces tests sont les plus importants, car ils posent les bases de toutes vos impressions.
- Test de la première couche (hauteur Z) La première couche est la fondation de votre impression. Un Z-offset mal réglé peut causer un décollement ou une qualité médiocre.
- Le test : Le modèle comporte trois zones de différentes hauteurs (0,6 mm, 0,4 mm et 0,2 mm).
- Le diagnostic : Imprimez le modèle et mesurez la hauteur réelle de chaque zone avec un pied à coulisse. Si vos mesures sont constamment plus hautes que prévu, votre buse est trop éloignée du plateau. Si elles sont plus basses, elle est trop près. Ajustez le décalage Z en conséquence.
- Test de débit (Flow) et de précision dimensionnelle Ce test est crucial pour garantir que vos pièces ont les bonnes dimensions.
- Le test : Imprimez un simple cube de 20 x 20 mm. Le modèle peut aussi inclure des trous de 1,8 mm de diamètre.
- Le diagnostic : Mesurez le cube. Si ses dimensions sont supérieures ou inférieures à 20 mm, votre débit (flow) est mal calibré. De même, vérifiez que le filament peut passer facilement dans les trous de 1,8 mm. Si c’est trop serré, vous avez de la sur-extrusion. Ajustez le paramètre de débit dans votre logiciel de découpe (slicer).
2. Les tests de performance
Ces tests évaluent la capacité de votre imprimante à gérer les défis de géométrie et de vitesse.
- Test de rétraction La rétraction empêche la formation de filaments de plastique indésirables entre deux parties d’une impression.
- Le test : Imprimez un modèle avec deux tours et une série de cônes.
- Le diagnostic : Si vous voyez des fils (stringing), cela signifie que vos paramètres de rétraction (distance et vitesse) ne sont pas suffisants pour votre filament.
- Test de pontage (bridging) et de refroidissement Le pontage est l’impression d’un filament en suspension, au-dessus d’un vide. Sa réussite dépend du refroidissement et de la vitesse.
- Le test : Imprimez un modèle avec une série de ponts de différentes longueurs. Le test de surplomb est similaire, avec des angles de plus en plus raides.
- Le diagnostic : Si les ponts s’affaissent ou si les surplombs sont rugueux, cela indique un problème de refroidissement. Augmentez la vitesse du ventilateur et/ou réduisez légèrement la vitesse d’impression pour les ponts.
3. Les tests avancés
Ces tests affinent la qualité de surface et le fonctionnement mécanique.
- Test de tension de la courroie Des courroies lâches peuvent causer des imprécisions.
- Le diagnostic : Observez le résultat sur le cube de précision. Si les bords sont ondulés ou si vous voyez des motifs de « fantôme » (répétition du motif de l’impression sur le mur), votre courroie est probablement lâche et doit être resserrée.
- Test de largeur de ligne (line width) Cela permet de vérifier si la largeur de filament extrudée est correcte.
- Le diagnostic : Imprimez une simple ligne droite et mesurez sa largeur avec un pied à coulisse. Le résultat devrait correspondre à la largeur de ligne que vous avez réglée dans votre slicer.
- Test de surface Ce test évalue la qualité des couches supérieures et inférieures de votre impression.
- Le diagnostic : Observez le dessus de votre cube. S’il y a des trous ou des espaces, cela peut indiquer une sous-extrusion. S’il y a des excroissances, c’est de la sur-extrusion.
En maîtrisant ces tests, vous serez capable de diagnostiquer la quasi-totalité des problèmes d’impression et d’obtenir des résultats constants, fiables et de haute qualité.
Pour rappel, l’impression 3D de toutes figurines, armures, accessoires, pièces détachées… propriétés d’une personne ou d’une entreprise est protégée par la propriété intellectuelle et les droits d’auteur.
L’usage strictement privé et non commercial est généralement toléré et souvent couvert par l’exception de copie privée. Pour chaque impression ou fichier 3d, il est impératif de se renseigner au préalable sur les droits d’usage. Le Monde du 3D ne pourra en aucun cas être tenu responsable des violations de propriété intellectuelle commises par ses lecteurs ou clients.
Usage Personnel Exclusif : L’impression d’une armure (pour le cosplay lors d’événements privés) ou d’une figurine, objet (pour la décoration personnelle) est considérée comme un usage exclusif si aucun profit monétaire direct n’est réalisé.
Usage Commercial (Interdit) : Il est totalement illégal de vendre des répliques de figurines, armures ou toutes pièces, objets… sous brevets ou licences sans l’autorisation écrite et explicite du détenteur des droits.
Les indispensables